A Structural Solution for Sludge-Intensive Environments: Titanium Corrugated Tube Waste Heat Recovery System

Across industrial processes, waste heat recovery is widely recognized as a key task for improving energy efficiency and reducing operational costs. In many processes—including food processing, aquaculture, and chemical industries—high-temperature effluent water is continuously discharged after heating operations, and this wastewater still contains a significant amount of residual thermal energy. In practice, however, much of this heat is released to the outside without being sufficiently recovered due to structural limitations of existing equipment.
Conventional waste heat recovery systems may demonstrate high theoretical heat exchange efficiency, but in real industrial environments they repeatedly expose operational difficulties because they fail to adequately account for wastewater containing sludge and suspended solids. In particular, plate heat exchangers, with their narrow flow channels, are prone to frequent sludge deposition and clogging. This leads to reduced heat transfer performance and frequent disassembly and manual cleaning, making long-term and continuous operation difficult. As a result, it is becoming increasingly clear that the core issue of waste heat recovery lies not in efficiency itself, but in structural suitability.
Limitations of Plate Heat Exchangers and the Shift to a Tubular Flow Structure
To address these limitations, ATX developed a titanium corrugated tube waste heat recovery system. This equipment is designed based on a tubular flow structure rather than a plate-type configuration, enabling stable heat recovery even in wastewater environments containing sludge and solid particles. The structure, in which fluid flows through the interior of tubes, improves sludge pass-through capability, reduces the likelihood of localized deposition, and provides greater structural tolerance against flow blockage. In other words, it offers a fundamental point of differentiation by enabling waste heat recovery in environments where conventional heat exchangers are difficult to apply.
In addition, the periodic corrugations along the inner wall of the titanium tubes induce flow disturbance, repeatedly breaking down the boundary layer and thereby enhancing convective heat transfer performance. Under identical operating conditions, higher heat transfer efficiency can be expected compared to smooth tubes, reflecting a design approach that considers heat transfer mechanisms from the structural design stage.
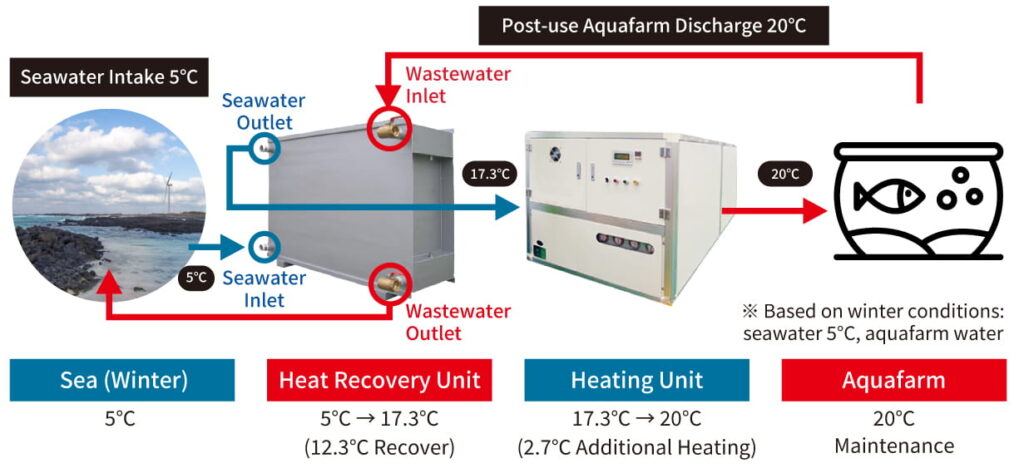
Heat Recovery Unit Operation Flow Diagram
Long-Term Operational Stability Enabled by Automatic Cleaning and Titanium Structure
Another key factor enabling long-term operation in sludge-intensive environments is the automatic cleaning system. The titanium corrugated tube waste heat recovery system is equipped with periodic automatic backwashing and air-bubble injection, which continuously remove sludge that tends to accumulate inside the tubes during operation. This prevents degradation of heat exchange performance and minimizes the frequency of manual disassembly and cleaning, significantly reducing maintenance burden. Rather than attempting to completely eliminate blockage, the approach of managing deposition presents a more realistic solution for actual industrial environments.
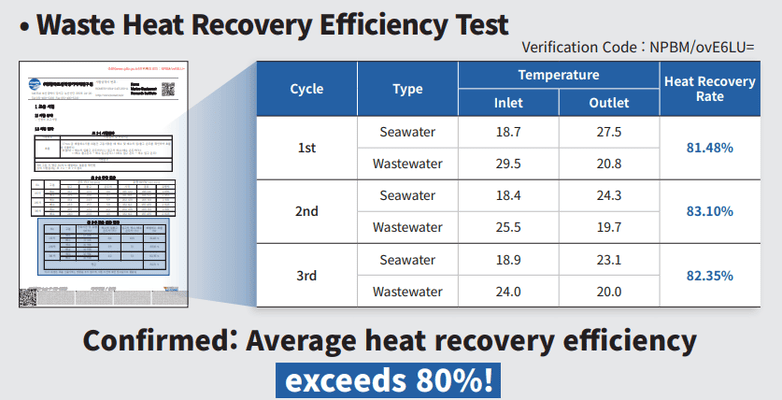
Up to 80% Heat Recovery Efficiency, Verified by Certified Testing
In terms of heat recovery performance, the system achieves heat recovery efficiency of up to approximately 80%, depending on wastewater conditions. This translates into tangible reductions in energy consumption, fuel costs, and electricity expenses associated with heating processes, ultimately improving overall process energy efficiency. By providing a structural basis for converting waste heat from a byproduct into a reusable energy resource, the system holds substantial significance.
The technology has been objectively verified through certification as a New Excellent Technology (NET) by a national institution under the Ministry of Oceans and Fisheries of Korea, related patent registrations, and performance validation by a KOLAS-accredited testing laboratory, demonstrating that it is a technology designed for real industrial field application.
100% Titanium Construction, Properly Engineered by Titanium Specialists
From a materials standpoint, the application of titanium is also a critical factor. The titanium corrugated tube waste heat recovery system is manufactured entirely from 100% titanium, both internally and externally, making it virtually immune to corrosion in saline environments. It can be stably operated not only with seawater and saline wastewater, but also in chemical environments including hydrochloric acid. This serves as a decisive factor in securing equipment reliability for industrial processes that require long-term continuous operation.

Applicable Wherever Wastewater Heat Recovery Is Required
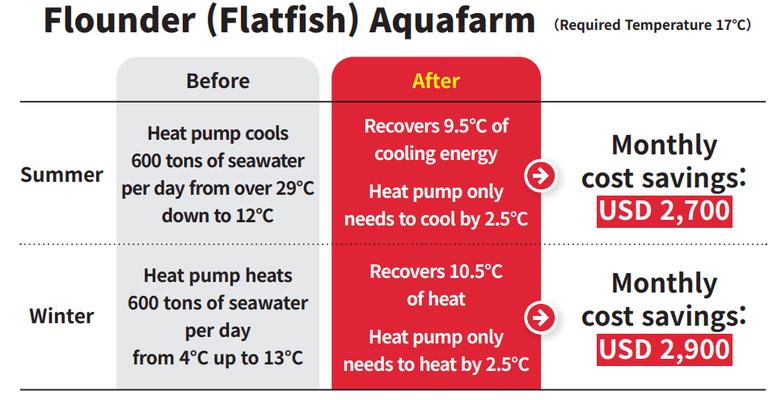
The titanium corrugated tube waste heat recovery system is applicable across a wide range of high-temperature wastewater environments containing sludge and suspended solids, including food processing wastewater, aquaculture effluent and seawater discharge, and chemical process wastewater. It can be utilized as an energy recovery system in diverse industrial sites where high-temperature effluent is generated, structurally expanding the application scope of existing waste heat recovery systems.
Waste heat recovery is no longer a problem of environmental conditions, but a problem of structure. By combining a tubular flow design, an automatic cleaning system, and the corrosion resistance of titanium, the titanium corrugated tube waste heat recovery system achieves stable heat recovery even in sludge-intensive environments. Taken together, these elements position the system as a next-generation waste heat recovery solution designed with real industrial operating conditions in mind.
