



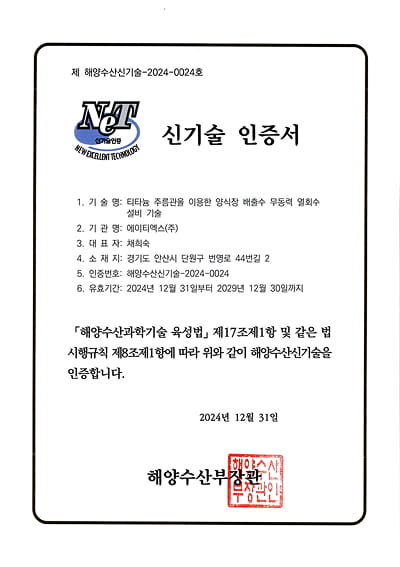
NET Certification (MOF, Korea)


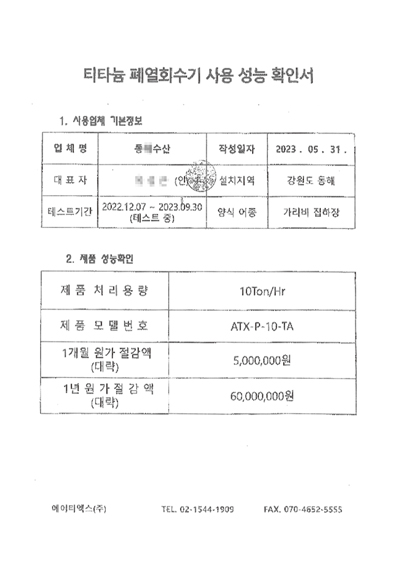
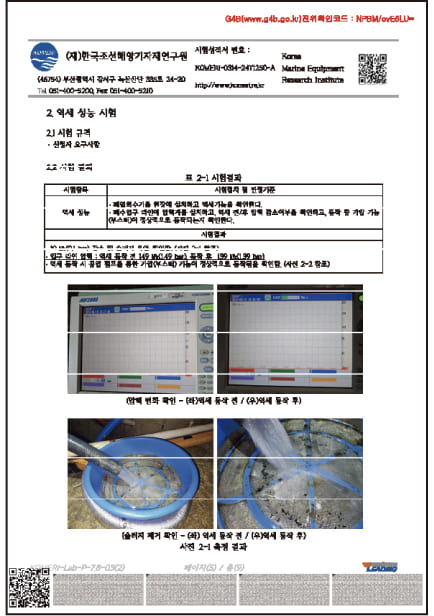
Performance Verification Report


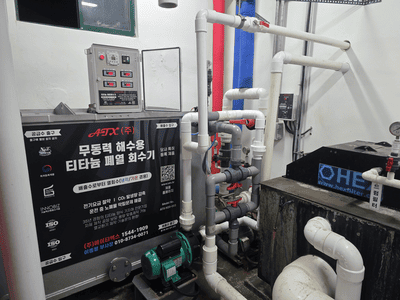
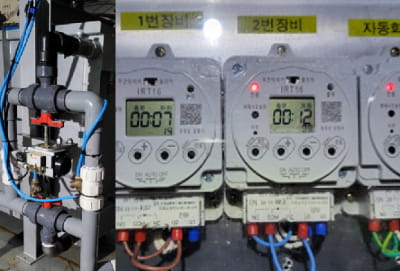
On site Installation Photo
















Corrosion of metal and rubber parts Leads to equipment failure Generates heavy metals
100% Titanium Used Inside and Out Exceptional corrosion resistance to salt and chemicals (Heavy Metal Free) Far superior chemical resistance to CIP agents compared to stainless steel

Plate heat exchangers often clog with sludge. Not suitable for continuous use in sludge environments

Titanium tube-through design ensures smooth flow, minimizing clogging by sludge

Requires regular full disassembly, cleaning, and reassembly
Periodically reverses water flow to remove scale and debris automatically Automatic backwash system
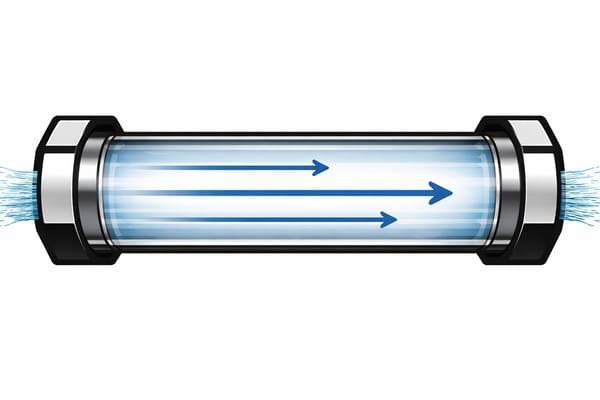
Straight Tube
Water flows straight through
→ Lower heat transfer efficiency
Corrugated Tube
Turbulence generated at corrugations
→ Larger effective heat transfer area
→ Higher heat exchange efficiency
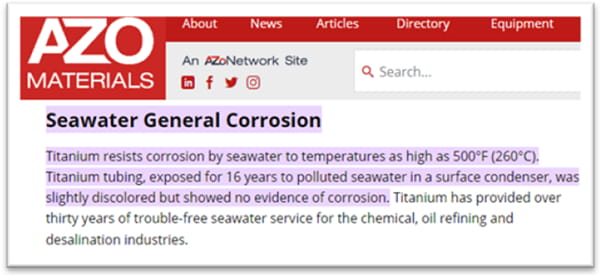
Exceptional Corrosion Resistance in Seawater
Titanium exhibits outstanding resistance to general corrosion in seawater environments. Because of these properties, titanium has been used reliably for over 30 years in seawater desalination industries.
Proven Safety and Purity for Biological Contact
100% titanium eliminates heavy metal contamination and ensures safe, stable water quality—even in direct contact with living organisms.






1. Flow-Through Design Minimizes Clogging
Unlike stagnant flow structures, the system uses a continuous flow-through configuration to reduce sludge accumulation. ❌ Stagnant zones → sludge buildup ✅ Flow-through design → minimized deposition
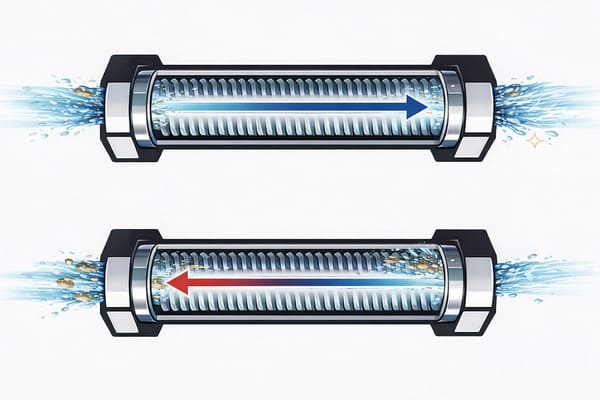
2. Periodic Backwashing Removes Sludge
The backwash mechanism periodically reverses the flow direction, effectively dislodging and removing accumulated sludge from the tubes. Normal flow → Heat recovery Reverse flow → Sludge removal

3. Air-Assisted Purging for Additional Cleaning
An integrated air purge system introduces air bubbles to further remove residual sludge and deposits from the heat exchange surfaces.